High barrier bags are multi-layer flexible packaging bags designed to provide superior protection against oxygen, moisture, light, aroma, and contaminants. By using advanced laminated or co-extruded films, high barrier bags help extend product shelf life, preserve freshness, and maintain product quality during storage and transportation.
They are widely used in food, beverage, pet food, pharmaceutical, chemical, and industrial packaging where product protection is critical.
Why Barrier Properties Matter
Many products deteriorate when exposed to external elements:
- Oxygen causes oxidation and spoilage
- Moisture leads to mold, clumping, or degradation
- Light damages sensitive ingredients
- Odors can escape or be absorbed
High barrier bags create a protective shield, ensuring product safety, stability, and long-term freshness.
Excellent oxygen & moisture barrier
Aroma retention & odor protection
Extended shelf life
Strong seal integrity
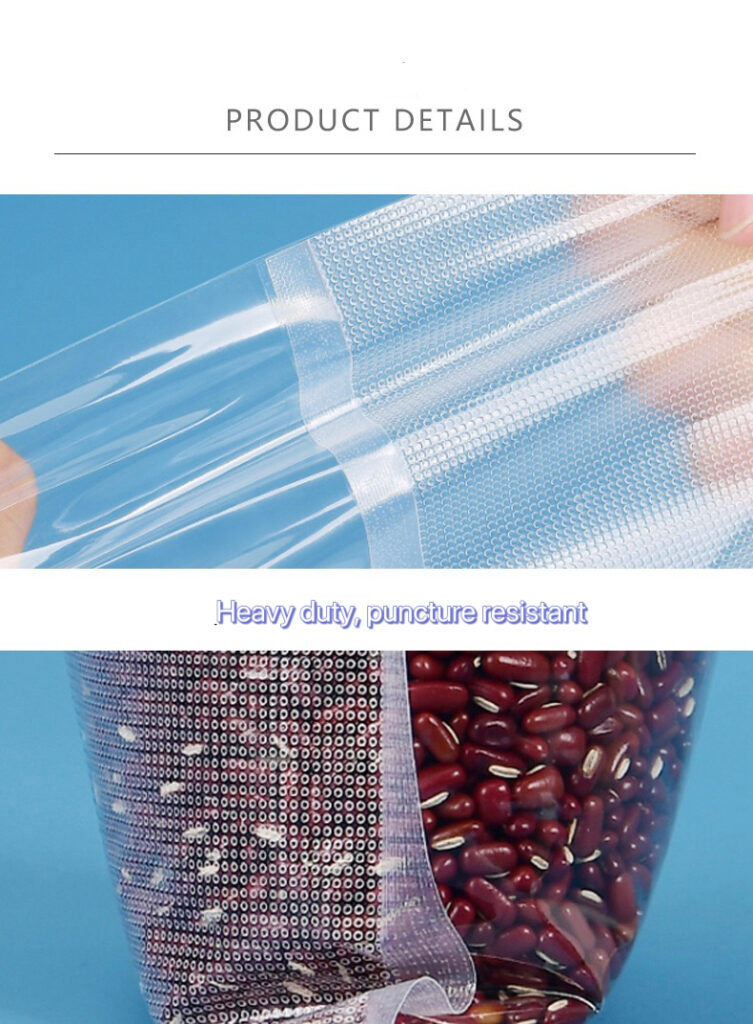
Puncture and tear resistance
Lightweight and space-saving
Custom printing & branding
Customization Options
High barrier bags can be fully customized to match your product needs:
Up to 10–11 color custom printing
Bag type & size
Material structure
Barrier level selection
Zippers, valves, spouts, tear notches
Matte, gloss, or soft-touch finishes